PWDS®
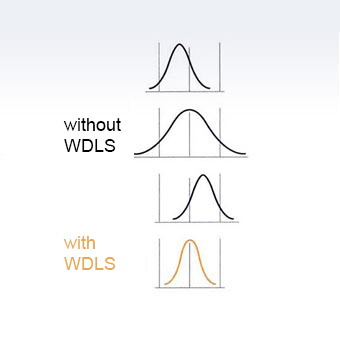
wall thickness distribution optimizes the production process
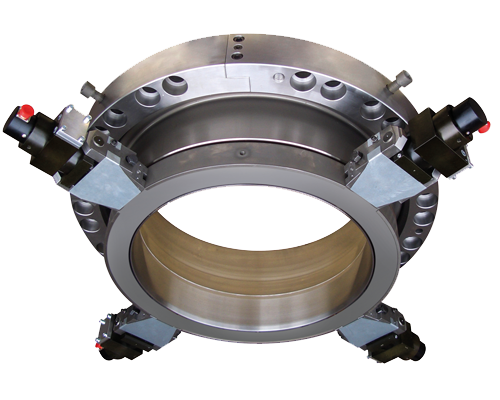
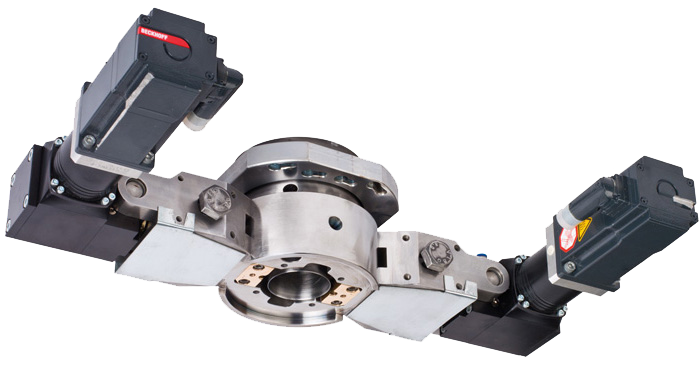
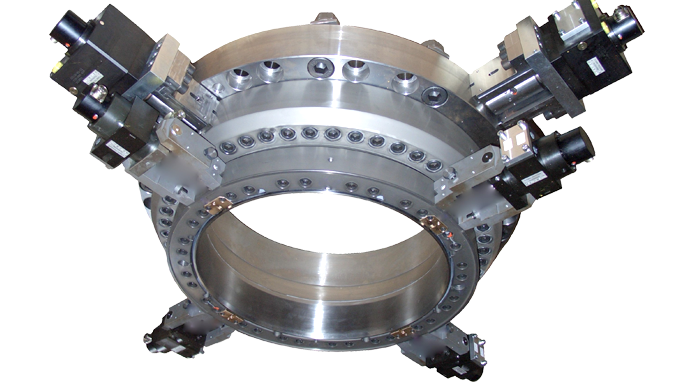
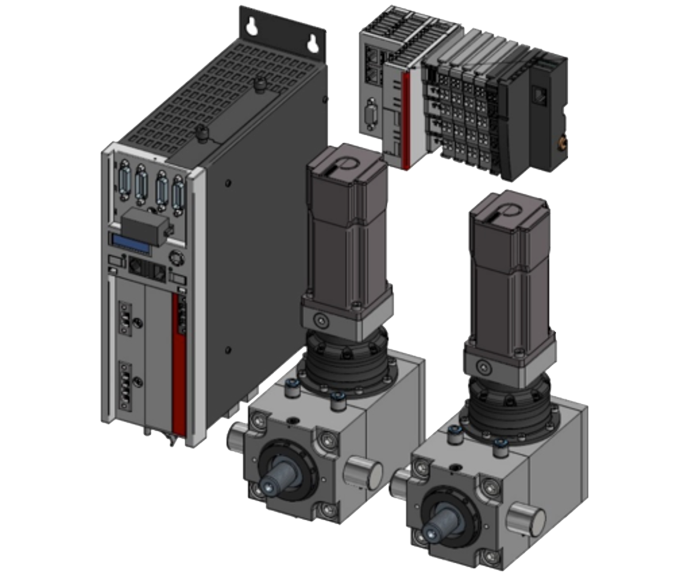
The radial wall thickness system, the Partial Wall Thickness Distribution System (PWDS®) allows the dynamic influence of the radial die gap along the parison length in accordance with prescribed programme curves. The heart of the PWDS® system is the dynamic flexible die ring (DFDR), which is moved with servo hydraulic or electrical actuators. Each PWDS® actuator is connected to the machine control in its own monitoring loop.
This makes it possible to control each actuator according to the requirements of the different wall thickness profiles and independently of other actuators. This allows the adjustment of symmetrical and asymmetrical deformations of the die ring and its displacement and any combination of these movements that influence the die gap. PWDS® works synchronously with the axial wall-thickness-control (AWDS). It has also been possible for several years to equip any PWDS® system with electrical drives. Consistent refinement of the PWDS® system has made a wide variety of designs available today. The original PWDS® variants, D1/D3/D5/D7, which were susceptible to wear and therefore required a great deal of maintenance, have been replaced by wear-free versions with improved performance due to this refinement.
These are the current, cutting-edge versions:
Advantages of electrical drives:
- low-maintenance
- retrofit for all machine controls is possible
- retrofit for all existing hydraulic PWDS®-systems is possible
- analog or digital control
- web-visualization for diagnostic issues
- worldwide remote maintenance
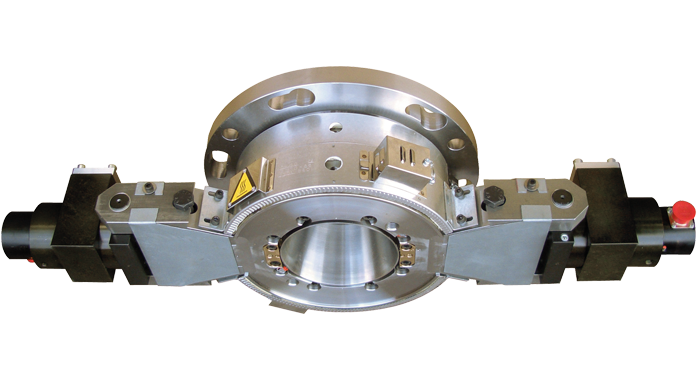

• 440D8 • 510D8 • 535D8 • 550D8 • 600D8